汽車制造
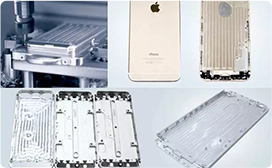
3C加工
智能工廠
機床改造
液壓軟管連接件
MORE
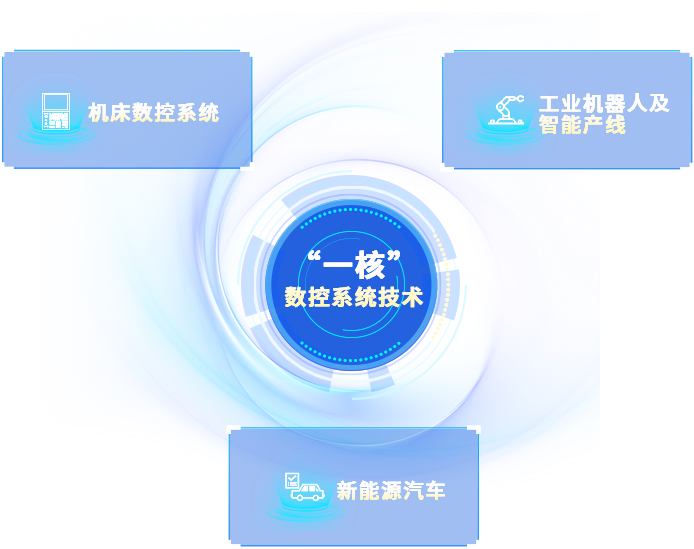
數控系統
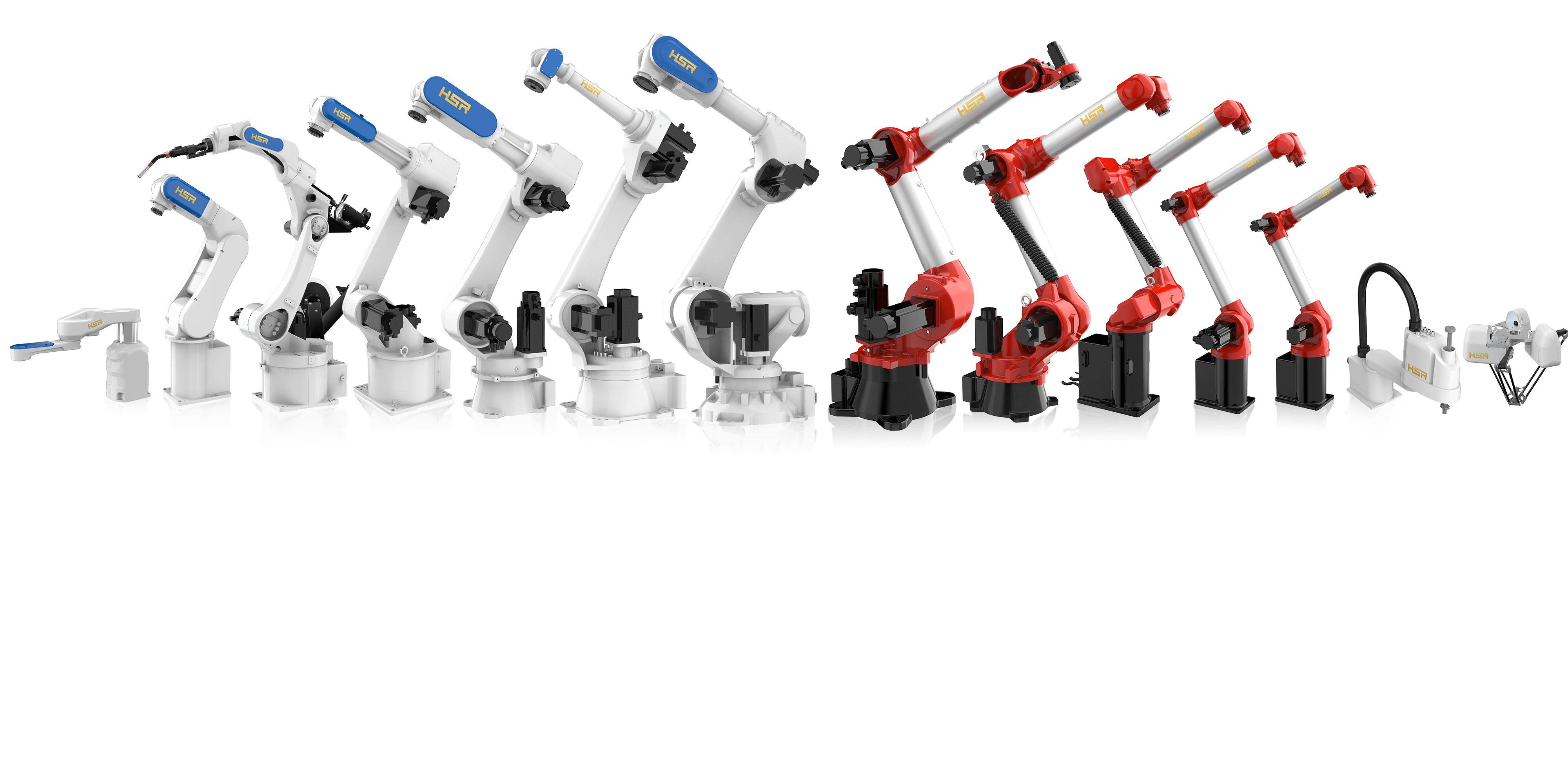
工業機器人
新能源汽車
教育解決方案
紅外測溫設備
工業互聯網解決方案
數控技術是關系到我國產業安全、經濟安全和國防安全的國家戰略性高新技術。從手機、家電、汽車的制造,到飛機、火箭的制造,都離不開數控技術,是裝備制造業中的核心技術,是我國加快轉變經濟發展方式,是實現我國機械產品從“制造”到“創造”升級換代的關鍵技術之一。數控系統是先進高端制造裝備的“大腦”,我們的使命是用中國“大腦”,裝備中國制造...
國際培訓班招生簡章
高性能伺服電機,動力之源————華中數控精彩...
由絲入微 提質增效 ——華中9型智能數控系統助力...
央視關注!華中數控為武漢市復學提供測溫防控
華中數控董事長陳吉紅榮獲“2023年中國產學研...
乐发IV第二十屆中國(臺州)機床展即將開幕,歡迎蒞臨華中數控...
展會邀約 | CCMT2024即將開展!華中數控期待與您如...
關注 | 數控專業1+X考核申報開始!
質量之星 | 質量意識在心中,產品質量在手中——羅坤
乐发IV展訊 | 速查!2024年3月華中數控全國展會排期表
乐发IV2023年一季度部分機床用戶行業運行情況
2022年機床工具行業經濟運行情況
汽車 | 7月產銷同比大幅增長 商用車降幅收窄
2022年上半年機床工具行業經濟運行情況
乐发IV2022年1-5月機床工具行業經濟運行簡訊
2021年中國機床工具行業要聞回顧
人民日報:武漢華中數控股份有限公司打造中試...
央視新聞朝聞天下:《強鏈補鏈 國產三維五軸C位出道》
轉載湖北日報:“突破封鎖線”到“打破行業怪圈” 華中...
轉載21財經 | 專訪華中數控董事長陳吉紅:平臺化賦能 ...
乐发IV市值首破百億 華中數控迎發展新機遇
乐发IV上證夜讀:陳吉紅:合力打造國產“工業母機”創新生態
關于我們
乐发IV武漢東湖高新技術開發區廟山小區華中科技大學科技園
產品與應用
乐发IV售后熱線:027-87180095
乐发IV銷售熱線:027-87180672
乐发IV銷售客服QQ:1512592007
乐发IV銷售客服微信:15791928108
下載中心
market@hzncc.com
聯系我們
掃一掃關注官方微信
武漢華中數控股份有限公司版權所有 | 免責聲明 | 技術支持:
1+X考務
客戶咨詢
TOP
<tr id='c80u4'><strong id='c80u4'></strong><small id='c80u4'></small><button id='c80u4'></button><li id='c80u4'><noscript id='c80u4'><big id='c80u4'></big><dt id='c80u4'></dt></noscript></li></tr><ol id='c80u4'><option id='c80u4'><table id='c80u4'><blockquote id='c80u4'><tbody id='c80u4'></tbody></blockquote></table></option></ol><u id='c80u4'></u><kbd id='c80u4'><kbd id='c80u4'></kbd></kbd>